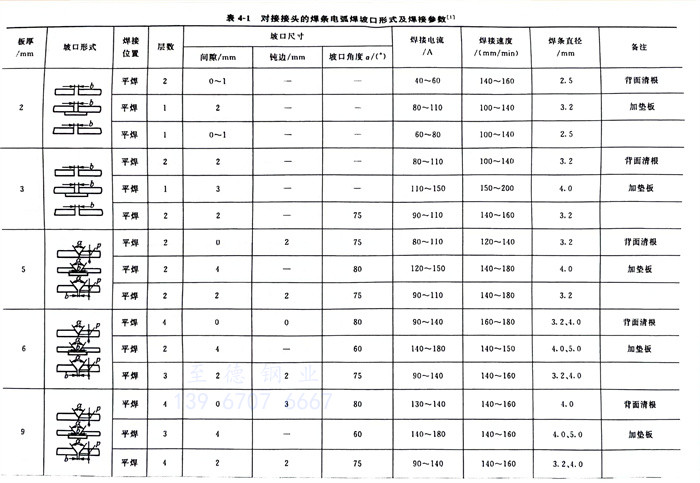
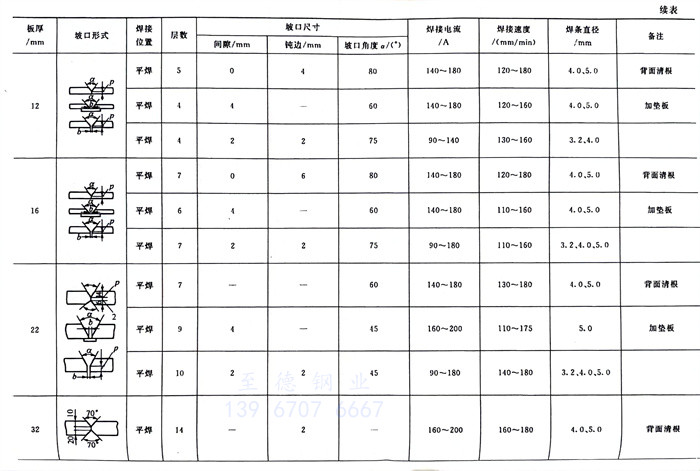
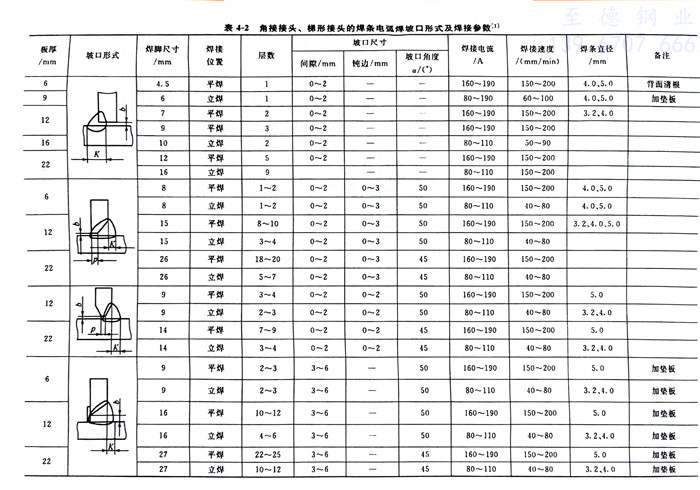
不(bu)銹(xiu)鋼(gang)壓力容器主要焊接參數(shu)見表(biao)4-1、表(biao)4-2。
①. 焊(han)接電流
焊接時,流經焊接回路的電流,稱為焊接電流。從奧氏體型不銹鋼性能上分析,它的電阻大且導熱性差,與焊接同等厚度碳素鋼相比,可以選擇小的焊接電流;在保證焊透的情況下可適當地提高焊接速度。這樣,焊接熔池所受到的熱量會相對小些,有利于提高焊縫金屬的抗腐蝕性能,又能減少焊后變形量。在施焊過程中,焊縫背面加紫銅墊板或者通水冷卻等,都能減少焊接熔池熱量,提高焊接接頭耐腐蝕性。
a. 焊(han)(han)接(jie)電流值(zhi)與焊(han)(han)條(tiao)(tiao)直徑(jing)的關系。焊(han)(han)接(jie)電流值(zhi)由焊(han)(han)條(tiao)(tiao)直徑(jing)來確(que)定,焊(han)(han)條(tiao)(tiao)直徑(jing)由母材厚度來確(que)定。焊(han)(han)條(tiao)(tiao)直徑(jing)的選用,參見表4-10。

b. 施焊現場判(pan)斷焊接電流是否合適(shi)的方法。判(pan)斷所選擇的焊接電流是否合適(shi)可根據(ju)下述幾點來判(pan)定。
i. 看飛(fei)濺。焊接電(dian)(dian)流過(guo)大(da)時(shi),電(dian)(dian)弧吹(chui)力大(da),可看到較大(da)顆粒的鐵水向熔池外飛(fei)濺,焊接時(shi)爆裂聲(sheng)大(da);電(dian)(dian)流過(guo)小時(shi),電(dian)(dian)弧吹(chui)力小,熔渣和(he)鐵水不宜(yi)分清。
ii. 看(kan)焊(han)(han)(han)縫成(cheng)形(xing)。焊(han)(han)(han)接(jie)電流(liu)過大(da)(da)時(shi),熔(rong)(rong)(rong)深大(da)(da)、焊(han)(han)(han)縫余(yu)高低、易(yi)產(chan)生咬(yao)邊;焊(han)(han)(han)接(jie)電流(liu)過小(xiao)時(shi)、熔(rong)(rong)(rong)深淺(qian)、焊(han)(han)(han)縫窄、焊(han)(han)(han)縫余(yu)高過高,且(qie)兩側(ce)與(yu)(yu)母材金屬熔(rong)(rong)(rong)合(he)不好(hao);電流(liu)適中(zhong)時(shi),焊(han)(han)(han)縫兩側(ce)與(yu)(yu)母材金屬熔(rong)(rong)(rong)合(he)得很好(hao),呈(cheng)圓滑過渡。
iii. 看焊(han)條熔(rong)化(hua)狀況。焊(han)接電(dian)(dian)流過大時,當焊(han)條熔(rong)化(hua)了大半根時,其余部分均已發紅;電(dian)(dian)流過小時,電(dian)(dian)弧(hu)燃(ran)燒不(bu)穩定,焊(han)條易粘(zhan)在焊(han)件上。
②. 電(dian)弧電(dian)壓
電(dian)弧兩端(兩電(dian)極(ji))之間的電(dian)壓,稱為電(dian)弧電(dian)壓,包括陰極(ji)壓降(jiang)、陽極(ji)壓降(jiang)和弧柱壓降(jiang)。
不銹鋼平焊時(shi),為了(le)避免基本(ben)金(jin)屬過熱(re)和最可靠地保護(hu)焊接熔(rong)池,為防(fang)止(zhi)合金(jin)元素燒(shao)損(sun),要進(jin)行(xing)短弧(hu)(因電(dian)(dian)弧(hu)電(dian)(dian)壓與電(dian)(dian)弧(hu)長度(du)基本(ben)成正比,所以電(dian)(dian)弧(hu)越短電(dian)(dian)弧(hu)電(dian)(dian)壓就越低)快速(su)焊。
所謂短弧(hu)(hu)一(yi)(yi)般(ban)認為是電弧(hu)(hu)長(chang)度(du)為焊(han)(han)條(tiao)直徑的0.5~1.0倍,一(yi)(yi)般(ban)情況下短弧(hu)(hu)焊(han)(han)接的電弧(hu)(hu)長(chang)度(du)為2~3mm。
電(dian)弧過長(電(dian)弧電(dian)壓(ya)過高)會(hui)出現下列現象。
a. 電弧燃燒(shao)不穩(wen)定(ding)、電弧漂動,飛濺多。
b. 熔(rong)深小,容(rong)易產生咬邊(bian)、未焊(han)透、焊(han)縫表面高低(di)不(bu)平(ping)整、焊(han)波(bo)不(bu)均勻等。
c. 對熔化(hua)的金屬保護差,空氣(qi)(qi)中(zhong)氧、氮等有害(hai)氣(qi)(qi)體侵入,使焊縫(feng)產(chan)生氣(qi)(qi)孔的可能(neng)性增加,使焊縫(feng)金屬的力學性能(neng)降低。
③. 電源(yuan)種類與(yu)電極極性
根據(ju)所選用焊(han)(han)(han)條(tiao)藥(yao)(yao)皮的(de)(de)類(lei)型(xing)(xing)來確定焊(han)(han)(han)接(jie)電(dian)源(yuan)(yuan)的(de)(de)種類(lei)和電(dian)極極性、焊(han)(han)(han)條(tiao)藥(yao)(yao)皮的(de)(de)類(lei)型(xing)(xing)有堿性、鈦(tai)(tai)型(xing)(xing)和鈦(tai)(tai)鈣型(xing)(xing)3種。焊(han)(han)(han)條(tiao)牌號(hao)AXXX的(de)(de)最(zui)后一個(ge)“x”為(wei)(wei)“7”或(huo)(huo)(huo)(huo)(huo)焊(han)(han)(han)條(tiao)型(xing)(xing)號(hao)ExxX-xx的(de)(de)“-xx”為(wei)(wei)“-15”和“-25”為(wei)(wei)堿性焊(han)(han)(han)條(tiao),要(yao)選用直流(liu)電(dian)源(yuan)(yuan)反(fan)極性施(shi)焊(han)(han)(han);焊(han)(han)(han)條(tiao)牌號(hao)AXXX的(de)(de)最(zui)后一個(ge)“x”為(wei)(wei)“2”或(huo)(huo)(huo)(huo)(huo)焊(han)(han)(han)條(tiao)型(xing)(xing)號(hao)EXXX-Xx的(de)(de)“-xx”為(wei)(wei)“-16”“-17”和“-26”為(wei)(wei)鈦(tai)(tai)型(xing)(xing)或(huo)(huo)(huo)(huo)(huo)鈦(tai)(tai)鈣型(xing)(xing)焊(han)(han)(han)條(tiao),通(tong)常選用直流(liu)電(dian)源(yuan)(yuan)反(fan)極性進行施(shi)焊(han)(han)(han),也(ye)可以選用交流(liu)電(dian)源(yuan)(yuan)進行焊(han)(han)(han)接(jie)。采用直流(liu)反(fan)極性電(dian)源(yuan)(yuan)施(shi)焊(han)(han)(han),有電(dian)弧穩定、焊(han)(han)(han)接(jie)速度快(kuai)的(de)(de)優點。板薄或(huo)(huo)(huo)(huo)(huo)拘(ju)束(shu)度較小(xiao)時(shi),焊(han)(han)(han)條(tiao)可選用氧化鈦(tai)(tai)鈣型(xing)(xing)焊(han)(han)(han)條(tiao)。重(zhong)要(yao)的(de)(de)產品及(ji)拘(ju)束(shu)度較大或(huo)(huo)(huo)(huo)(huo)進行全位(wei)置(zhi)焊(han)(han)(han)接(jie)宜選用低氫型(xing)(xing)藥(yao)(yao)皮焊(han)(han)(han)條(tiao)。
注:交流電源的代(dai)號為(wei)AC,直流反接的代(dai)號為(wei)DC+或(huo)DCRP,DCRP是(shi)英文(wen) directcurrent reversed polarity 的縮寫。
④. 焊接速度(du)
單位時(shi)間內完(wan)成(cheng)的(de)(de)焊(han)(han)縫長度(du),稱為焊(han)(han)接(jie)速(su)度(du)。為控制焊(han)(han)接(jie)線能量(liang)(單位長度(du)內焊(han)(han)縫的(de)(de)熱輸入量(liang)),防止晶(jing)間腐蝕,焊(han)(han)接(jie)速(su)度(du)必(bi)須給予控制,在保證焊(han)(han)透的(de)(de)前提下(xia)快速(su)焊(han)(han)接(jie),因焊(han)(han)條(tiao)(tiao)電弧焊(han)(han)為間斷(duan)焊(han)(han)接(jie),對于焊(han)(han)條(tiao)(tiao)電弧焊(han)(han)的(de)(de)焊(han)(han)接(jie)速(su)度(du)可用每根焊(han)(han)條(tiao)(tiao)完(wan)成(cheng)的(de)(de)焊(han)(han)縫長度(du)來(lai)考核(he)。
⑤. 焊(han)縫寬度(weld width)
焊(han)(han)(han)縫表面兩焊(han)(han)(han)趾之間的(de)距(ju)離,稱為(wei)焊(han)(han)(han)縫寬度(du)。為(wei)了減(jian)少焊(han)(han)(han)接(jie)熔(rong)池熱量,提(ti)高焊(han)(han)(han)縫金(jin)(jin)屬耐腐(fu)蝕性能。焊(han)(han)(han)接(jie)時不允許焊(han)(han)(han)條橫(heng)向擺(bai)(bai)動,而采用窄焊(han)(han)(han)道(dao)(dao)(dao)技術,以(yi)加快(kuai)冷卻(que)速(su)度(du),焊(han)(han)(han)縫寬度(du)一般不超(chao)過焊(han)(han)(han)條直徑(jing)的(de)2倍,多(duo)層焊(han)(han)(han)時每層焊(han)(han)(han)道(dao)(dao)(dao)厚度(du)不超(chao)過3mm。對于(yu)18-8型奧氏體不銹鋼進行(xing)雙(shuang)面或多(duo)層焊(han)(han)(han)時,第(di)一道(dao)(dao)(dao)焊(han)(han)(han)縫由于(yu)母材金(jin)(jin)屬熔(rong)化較多(duo),可能得不到(dao)雙(shuang)相組織,因此要求焊(han)(han)(han)道(dao)(dao)(dao)窄一些,焊(han)(han)(han)條不做橫(heng)向擺(bai)(bai)動。
⑥. 道間(jian)溫(wen)度(interpass temperature)(俗稱層間(jian)溫(wen)度)
多層焊時、在施焊后繼焊道(dao)之前,其相(xiang)鄰焊道(dao)應保持的(de)溫度(du),稱為道(dao)間溫度(du)。
焊(han)道(bead):每一次熔敷(fu)所形成(cheng)的一條(tiao)單(dan)道焊(han)縫。
焊層(layer):多層焊時的(de)每一個分層。每個焊層可(ke)由一條(tiao)焊道(dao)或幾條(tiao)并排相搭的(de)焊道(dao)所組(zu)成。
為了(le)防止晶(jing)間腐蝕和產生(sheng)。脆化相,焊(han)(han)(han)接時要控制道間溫(wen)度不高(gao)于150℃,生(sheng)產中為了(le)確保道間溫(wen)度不超過(guo)150℃,在每焊(han)(han)(han)完一(yi)層焊(han)(han)(han)縫(feng)(feng)后(hou)澆(jiao)(jiao)潔凈的水(shui)來加(jia)快接頭的冷卻速度。如果條件允(yun)許,可以在焊(han)(han)(han)縫(feng)(feng)背面(mian)澆(jiao)(jiao)水(shui);也可以邊焊(han)(han)(han)邊澆(jiao)(jiao)水(shui),焊(han)(han)(han)一(yi)段澆(jiao)(jiao)一(yi)段水(shui),但必須(xu)注意焊(han)(han)(han)接熔池及其附(fu)近(jin)區域不允(yun)許有(you)水(shui)。


